


| Dimensions of the machining area | 1500х3000 mm |
| Average laser beam power | 1500-6000 watts |
| Z-axis motion stroke | 100 mm |
| Maximum XY motion vector speed | 120 m/min |
- 2-year warranty
- Startup and commissioning
- Training
- Linear motor
- Ukrainian manufacturer
- 9 levels of service
The LTC series gantry-format laser machines are a cost-effective and reliable solution for small and medium-scale manufacturing. The key feature of this series is the optimal price-to-quality ratio, making them the most affordable laser systems with linear motors.
- The LTC 85 model is an efficient and dependable tool for working with sheet metal, designed for cutting and complex contouring, engraving, or hole piercing with high precision and quality contour processing.
- In the basic configuration of the LTC 85, you can choose the laser source from Raycus, IPG, or nLIGHT. It comes with a single-tray table with a machining area of 1.5×3 meters. The linear motors on the XY plane have a maximum vector speed of 120 m/min. These unique performance parameters ensure high cutting precision.
- The CNC system has a positive reputation worldwide. Additionally, the CutControl software prudently provides the functions of both automated and manual part nesting. It enables automatic part nesting on the sheet, which reduces material waste, saves the operator’s time, and decreases the overall cost of the final product.
- The system is cost-effective, thanks to the quality of cutting and automated nesting optimization. In simple terms, the parts obtained after cutting require no post-processing, and there is minimal waste generated.




| Laser type | ytterbium fiber |
| Beam delivery | optical fiber |
| Emission/cutting modes | pulse, continuous wave |
| Laser wavelength | 1064-1070 nm |
| Protective glass replacement system | cartridge |
| Focusing system | automatic |
| Gap control system | non-contact, automatic |
| Positioning accuracy in X, Y coordinates | ±0.01 mm |
| Positioning resolution | 1 µm |
| Cut width (depending on material thickness) | 0.08-0.2 mm |
| Process gases used | oxygen, nitrogen, argon, compressed air |
| Switching of cutting gas | automatic |
| Kinematic scheme | gantry, fixed sheet |
| Drive | linear, direct |
| Motors | synchronous brushless linear motors |
| Maximum XY motion vector speed | 120 m/min |
| Dimensions of the working area | 1500x3000 mm |
| Waste removal system | trays |
| Z-axis stroke | 100 mm |
| CNC system | ARAMIS CNC |
| Parts nesting on the virtual table | automatic/manual |
| Data formats | DXF, DWG, G-code |
| Data loading methods | Internet, local network, USB flash drive |
| Capability to set micro-bridges within the cutting contour | + |
| "FlyCut" machining | + |
| Automated tool radius compensation | + |
| Operator lockout capability | + |
| Table of processing parameters | + |
| Option to modify/add processing parameters | + |
| Combined path cutting of parts with automatic cutting width compensation | + |
| Jump motion optimization | + |
| Obstacle avoidance | + |
| Inventory tracking of sheets, blanks, finished items and skeletons | + |
| Visualization of the machine operation and process parameters | + |
| Generation of reports, compilation of operator tasks | + |
| Remote diagnostics of the machine | + |
| Power supply voltage | 380V, ±10%, 50Hz, 3 phases |



METALIX Functions
Licensed software from Metalix is an integrated system with a post-processor that covers the entire CNC operation cycle and includes automation modules such as drafting, processing, nesting, post-processing, simulation, import, and export of work files.
Optimization of layouts for complex shapes.
Graphic simulation of operations, allowing for easy editing of control program codes while viewing processing results.
Automatic error-checking of control programs.
An option to convert finished control program codes back into drawings and simulate their processing.
Basic delivery kit
- Motion system
- Supporting frame;
- X-Y coordinate system based on synchronous linear motors;
- Z-axis drive for cutter movement;
- Schneeberger guides;
- Pneumatic system;
- Working table 1500x3000mm;
- ARAMIS CNC control system;
- 1 Metalix technologist’s software license;
- Laser source with power supply unit;
- Optical cutting head with autofocus;
- ARAMIS cooling system.
Extra options

- Maximum sheet dimensions1.5×3m
- Metal thickness0.5-20mm
- Maximum lift speed0.4 m/sec
- Maximum sheet dimensions1.5×3m
- Metal thickness0.5-20mm
- Maximum lift speed0.4 m/sec

- Maximum sheet dimensions1.5×3m
- Metal thickness0.5-12mm
- Maximum lift speed0.4 m/sec
- Maximum sheet dimensions1.5×3m
- Metal thickness0.5-12mm
- Maximum lift speed0.4 m/sec

- Separation grade99.9%
- Dust box volume60 L
- Number of cassettes6
- Separation grade99.9%
- Dust box volume60 L
- Number of cassettes6
Maximum thickness of metal that can be cut
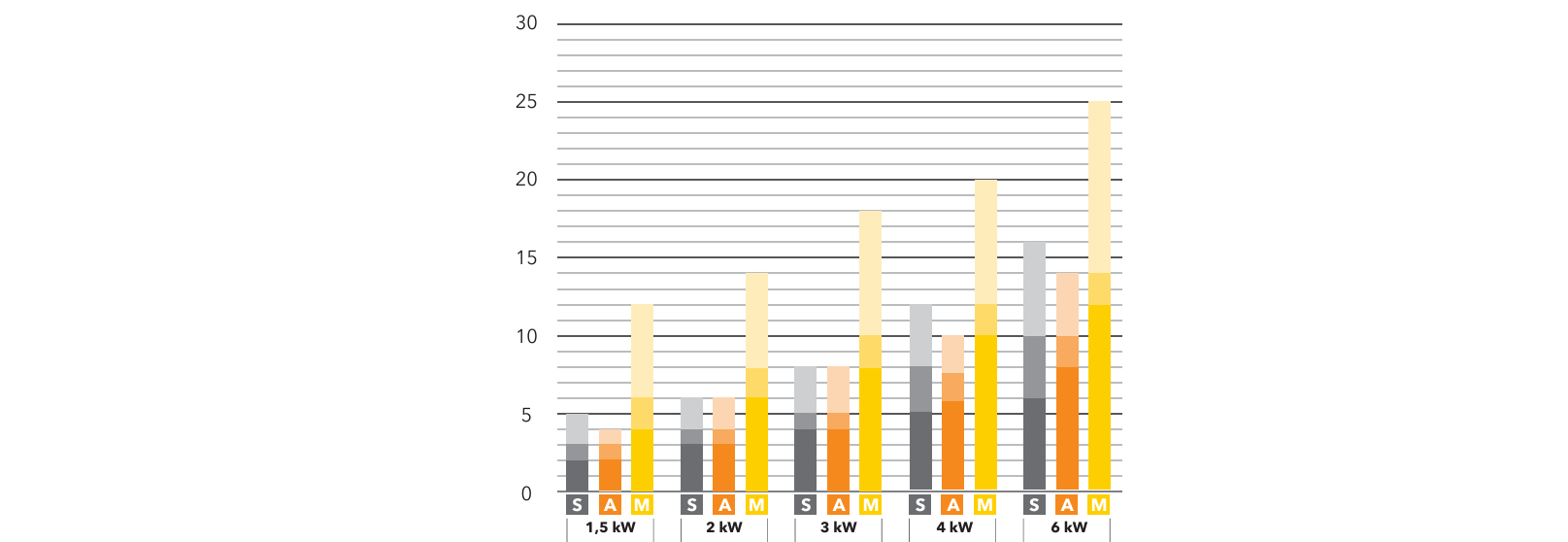
Materials: S – stainless steel; А – aluminum; B – carbon steel.
*Color intensity corresponds to the cutting speed and quality.
| Thickness, mm | Material | Speed (m/min) | Gas | |||||||
|---|---|---|---|---|---|---|---|---|---|---|
| IPG 1.5KW | IPG 2KW | IPG 3KW | IPG 4KW | IPG 6KW | IPG 12KW | IPG 15KW | IPG 20KW | |||
| 1 | Construction steel | 9 | 9 | 9 | 10 | 10 | 11 | 11 | 11 | О2 |
| 2 | 5.6 | 5.7 | 6 | 6 | 6 | 6.5 | 6.5 | 6.5 | ||
| 3 | 3.2 | 3.5 | 3.7 | 3.8 | 3.8 | 4.2 | 4.2 | 4.2 | ||
| 4 | 3 | 3 | 3.3 | 3.4 | 3.4 | 3.8 | 3.8 | 3.8 | ||
| 5 | 2.5 | 2.8 | 3 | 3.2 | 3.2 | 3.7 | 3.7 | 3.7 | ||
| 6 | 2.3 | 2.5 | 2.7 | 2.8 | 2.8 | 3.3 | 3.3 | 3.3 | ||
| 8 | 1.4 | 1.6 | 1.8 | 2.5 | 2.5 | 2.7 | 2.7 | 2.7 | ||
| 10 | 1.2 | 1.2 | 1.3 | 1.4 | 2.1 | 2.3 | 2.3 | 2.3 | ||
| 12 | 1 | 1 | 1 | 1 | 1.4 | 2 | 2 | 2 | ||
| 14 | 0.8 | 0.8 | 0.8 | 0.8 | 1.8 | 1.8 | 1.8 | |||
| 16 | 0.7 | 0.8 | 0.8 | 1.6 | 1.6 | 1.6 | ||||
| 18 | 0.7 | 0.7 | 0.7 | 1.4 | 1.4 | 1.4 | ||||
| 20 | 0.6 | 0.6 | 1.2 | 1.2 | 1.4 | |||||
| 25 | 0.7 | 1 | 1.2 | |||||||
| 30 | 0.7 | 1 | ||||||||
| Thickness, mm | Material | Speed (m/min) | Gas | |||||||
|---|---|---|---|---|---|---|---|---|---|---|
| IPG 1.5KW | IPG 2KW | IPG 3KW | IPG 4KW | IPG 6KW | IPG 12KW | IPG 15KW | IPG 20KW | |||
| 1 | Stainless steel | 25 | 30 | 35 | 35 | 40 | 50 | 50 | 50 | N2 |
| 2 | 10 | 12 | 20 | 20 | 30 | 35 | 35 | 45 | ||
| 3 | 4.5 | 6 | 8 | 9 | 15 | 25 | 25 | 40 | ||
| 4 | 2.6 | 3.2 | 4.5 | 5.5 | 12 | 20 | 22 | 30 | ||
| 5 | 1.6 | 1.8 | 3 | 4.5 | 7.8 | 13 | 16 | 22 | ||
| 6 | 0.9 | 1 | 2 | 3.2 | 6 | 10 | 12 | 18 | ||
| 8 | 0.6 | 1.2 | 1.9 | 3.5 | 7 | 8 | 12 | |||
| 10 | 0.8 | 1.3 | 2.1 | 5 | 6 | 10 | ||||
| 12 | 0.8 | 1.5 | 4 | 5 | 8 | |||||
| 14 | 1 | 3 | 4 | 6 | ||||||
| 16 | 0.8 | 2 | 2.6 | 5 | ||||||
| 18 | 0.5 | 1.4 | 2 | 3.2 | ||||||
| 20 | 1 | 1.6 | 3 | |||||||
| 25 | 0.6 | 1 | 1.5 | |||||||
| 30 | 0.6 | 1 | ||||||||
| Thickness, mm | Material | Speed (m/min) | Gas | |||
|---|---|---|---|---|---|---|
| IPG 3KW | IPG 4KW | IPG 6KW | IPG 8KW | |||
| 1 | Aluminum | 40 | 40 | 50 | 60 | Air |
| 2 | 20 | 20 | 30 | 35 | ||
| 3 | 8 | 8.2 | 12 | 20 | ||
| 4 | 4 | 5.5 | 10 | 15 | ||
| 5 | 2.8 | 3.8 | 8 | 12 | ||
| 6 | 1.8 | 2.4 | 5.5 | 10 | ||
| 8 | 1.1 | 1.2 | 3 | 5 | ||
| 10 | 0.9 | 0.9 | 1.5 | 2 | ||
| 12 | 0.7 | 1 | 1 | |||
| 14 | 0.5 | 0.8 | 0.8 | |||
- Requirements for the laser machine allocation premises
- A special foundation is not required for the laser system. The deviation of the floor surface level (level difference) under the area designated for the laser system in the horizontal plane over a length of 2 meters should not exceed 4 mm (according to Construction Regulations SNiP 2.03.13-88 “Floors”);
- The size of the concrete pad should be at least the total area of the entire system, including additional equipment, with a depth of no less than 140 mm;
- The floor and walls of the room should not be a source of dust (especially cement plaster);
- The width of all passages between equipment or between equipment and walls of the room should be no less than 0.5 meters, and in some cases, no less than 1 meter;
- Requirements for power supply
- Provide a five-wire three-phase 380 V industrial power grid for the laser system, with an acceptable deviation of +/-10%; frequency partially at 50 +/- 1 Hz, with acceptable electrical power consumption according to the system’s needs. The interphase balance should not exceed +2%. Quality standards for electric power shall comply with the state standard GOST 13109-97;
- Provide the laser system with a three-phase voltage stabilizer to stabilize the voltage against possible fluctuations in the grid, which, in turn, will ensure uninterrupted and reliable operation of the laser system;
- Provide grounding for the laser system by connecting the machine’s grounding circuit to the grounding bolt using a wire with a cross-section of no less than 4 sq. mm.
- Climatic operating conditions:
Prepare the premises to maintain a stable temperature range for operation within +10°C to +32°C and a relative humidity of 80% (at the temperature of 20°C) without condensate formation, at the atmospheric pressure of 83.9-106.6 kPa (630-800 mm Hg);
Ensure the absence of active substances in the premises with the laser system;
Ensure temperature fluctuations during operation within +3°C.
- Requirements for the exhaust ventilation system:
The premises of the laser area should be equipped with exhaust ventilation to remove combustion products and technological dust with a total pressure of no less than 1950 Pa and a capacity of no less than 4250 m3/hour.
The laser system should be connected to the above-mentioned exhaust ventilation system via a ventilation duct or pipe with a diameter of 315 mm.
- Supply of process gas (for the cutting process):
For laser cutting, the following gases should be used: oxygen in cylinders (with 99.7% purity), nitrogen (with 99.97% purity), or an industrial network of dried compressed air (with a water content of no more than 0.005%, oil content of no more than 0.002%, not worse than class 4 cleanliness according to the state standard GOST 17433-80, at the pressure of no less than 14 bar;
The requirements for the operation and storage of cylinders should be based on safety rules for handling flammable (oxygen) and non-flammable (nitrogen, argon) gases that are accepted in the country where the system will be used.
- Supply of compressed air (for pneumatic equipment):
For auxiliary pneumatic units of the laser system, clean and dried compressed air should be supplied through a pneumatic tube with internal and external diameters of 10 mm and 12 mm, respectively. The air should be purified according to DIN ISO 8573-1 standard, with oil content not exceeding 0.002%, water content not exceeding 0.005%, particle size up to 40 µm, no worse than class 4 cleanliness according to the state standard GOST 17433-80, at a pressure of 6…8 bar, and maximum losses of 0.5 l/min.
- Requirements for the cooling fluid of the laser technical complex’s cooling system:
Cooling fluid: distilled water;
The quality of distilled water in the cooling system (chiller) should meet ISO 22519:2019 standard (recommends water quality: after reverse osmosis), with hardness not exceeding 0.25 dH (4.45 ppm = 0.089 ml/liter) and an electrical conductivity not exceeding 50 µS/cm.



A brief overview of the advantages you get
using our machines


See the machines in operation

 at the production site
at the production site at the exhibition
at the exhibition at the workshop
at the workshop
9 levels of service from Aramis









Over 250 manufacturers trust us
- Industry
- Location

Due to the fact that in process of metal products manufacturing we use mainly thin metal sheets and it is more feasible to manufacture parts by laser cutting from the whole sheet, rather than by individual blanks, we decided to purchase a laser. Based on the results of a research of the laser equipment offered by the market, geography of manufacturers, price parameters, the final choice was made in favor of the fiber laser from the domestic manufacturer LLC "ARAMIS".
Samples of work






New products and bestsellers

- Dimensions of the working area2х6m
- Average laser beam power2-6 kW
- Maximum vector speed of XY motion120 m/min
- Dimensions of the working area2х6m
- Average laser beam power2-6 kW
- Maximum vector speed of XY motion120 m/min

- Dimensions of the working area1.5×3m
- Average laser beam power2-20 kW
- Maximum vector speed of XY motion150 m/min
- Dimensions of the working area1.5×3m
- Average laser beam power2-20 kW
- Maximum vector speed of XY motion150 m/min

- Dimensions of the working area1.5х3m
- Average laser beam power4-20 kW
- Maximum vector speed of XY motion180 m/min
- Dimensions of the working area1.5х3m
- Average laser beam power4-20 kW
- Maximum vector speed of XY motion180 m/min

- Dimensions of the working area1.5×3m
- Average emission power4-20 kW
- Maximum vector speed of XY motion240 m/min
- Dimensions of the working area1.5×3m
- Average emission power4-20 kW
- Maximum vector speed of XY motion240 m/min

- Workpiece length6m
- External diameter of round pipes20-220mm
- Cutting speed40 m/min
- Workpiece length6m
- External diameter of round pipes20-220mm
- Cutting speed40 m/min
- Laser beam power1.5-4 kW
- Maximum sheet dimensions1.5×3m
- Metal thickness0.5-20mm
- Maximum lift speed0.4 m/sec
- Maximum sheet dimensions1.5×3m
- Metal thickness0.5-20mm
- Maximum lift speed0.4 m/sec

- Maximum sheet dimensions1.5×3m
- Metal thickness0.5 -20mm
- Maximum lift speed0.4 m/sec
- Maximum sheet dimensions1.5×3m
- Metal thickness0.5 -20mm
- Maximum lift speed0.4 m/sec
- Maximum sheet dimensions1.5×3m
- Metal thickness0.5-12mm
- Maximum lift speed0.4 m/sec
- Maximum sheet dimensions1.5×3m
- Metal thickness0.5-12mm
- Maximum lift speed0.4 m/sec
These topics might be of interest for you

In case of industrial equipment, the decision to purchase used equipment requires careful consideration. This is especially true for used laser cutting machines, a technological asset that can be a blessing or a curse depending on the specific circumstances.

Advantages of ordering metal cutting services Provision of metal cutting services by a professional contractor can provide many advantages for the business. Here are some of the main ones: 1. Cost effectiveness: Outsourcing can be more cost-effective than purchasing of in-house equipment, especially for companies with small production volumes. It eliminates the need for expensive […]

How to choose a laser machine for metal cutting? Owners of industrial enterprises for the manufacture of metal products are paying increasingly careful attention to laser machines for metal cutting, which feature versatility, reliability and high precision. That goes without saying: when purchasing such equipment, the question arises quite naturally – what characteristics of the […]

What is laser cutting of metals? Metal laser cutting is a process where a laser beam is applied to cut metal parts to a specific size and shape. This method of metal processing is the most precise and efficient compared to other cutting methods, such as plasma cutting or gas cutting.
Laser metal cutting performed on the LTC85 series machine provides the highest quality product made at the forefront of technology, requiring no further processing.
You can purchase a sheet metal laser cutting machine directly from the manufacturer or your nearest authorized dealer of our equipment.
Power of the supplied laser sources
Laser cutting machine | Laser power, watts | Maximum sheet thickness, mm (Steel 3) |
LTC85-1500 | 1500 | Up to 12.0 |
LTC85-2000 | 2000 | Up to 14.0 |
LTC85-3000 | 3000 | Up to 18.0 |
LTC85-4000 | 4000 | Up to 20.0 |
LTC85-6000 | 6000 | Up to 25.0 |
The pneumatic system of the laser machine provides the delivery of air, oxygen, or inert gas from external mains to the cutting area. The optical focusing system is equipped with a non-contact capacitance sensor, allowing for automatic upkeep of the specified focus position, resulting in high-quality cutting contour. A special system consisting of retractable mesh trays is provided for collecting small parts.
The LTC85 series laser cutting machines use synchronous linear motors, which are controlled by a professional US made industrial CNC system. The use of linear drive has significantly improved the dynamic performance of the system, resulting in increased productivity and other system operation quality indicators of the system as a whole.
The use of direct drive based on linear motors allows for maximum precision, stability of characteristics, and high reliability.
The advantages of the LTC85 laser cutting machine:
• Highest precision: The LTC85 laser cutting machine allows for metal cutting with a precision of up to 0.01mm.
• Supreme quality of processing: Advanced quality standards in laser cutting are achieved by means of numerous systems that control the equipment’s technological parameters.
• Exceptionally fine cuts: Metal laser cutting machines utilize optical fiber lasers, ensuring the highest quality of laser beam, which in turn allows for the most intricate machining.
• High processing speed: The entire range of modern ARAMIS machines feature high processing dynamics owing to innovative linear drive solutions.
• Software: Advanced machine software significantly increases the speed of parts manufacturing by reducing the time required for compilation of optimal task files.
• Stability and reliability in operation: The use of superior components in all ARAMIS-manufactured cutting machines ensures the highest level of reliability for the end system.
• Low operating costs: Application of cutting-edge technologies such as linear drive and fiber lasers significantly reduces the need for machine maintenance.
Software
ARAMIS laser machines are equipped with software that allows for processing and execution of job files, adjustment of technological parameters, self-diagnostics, and auto setting-up. Job file compilation does not require special skills and can be done in a semi-automatic mode.
The software suite used in the machine significantly reduces the time required for compilation of files and preparation of nesting layout plans.
The software of the LTC85 laser cutting machine allows for:
- rapid compilation of job files with technological parameters;
- performing the material cutting with a general cut in automatic mode taking into account the cutting width;
- implementing safeguards to prevent the cutting head from passing over the cut-out parts;
- tracking inventory of parts, sheet blanks, and waste materials;
- automatic insertion of micro-bridges into the processed contour;
- optimization of idle motion;
- uploading of drawings in formats such as .dwg, .dxf, or other CAD formats through network synchronization or various electronic storage devices.
The software interface of the system is user-friendly and highly adaptable to standard CAD and CAM systems
Technology
Laser cutting
Metal laser cutting equipment enables cutting a wide range of alloys. Both domestic and imported metals can be utilized. It also offers unlimited possibilities for laser cutting of non-ferrous materials, such as copper, brass, and aluminum.
Metal engraving
CNC laser machines also support engraving. The software allows for setting technological engraving using a particular algorithm. This feature greatly aids in the identification and sorting of parts.
Operating conditions
- Special foundation is not required for installing the laser system. The total weight of the machine does not exceed 6000 kg.
- Maintaining the room temperature is essential.
- Monitoring power network parameters is necessary.
The optimal solution is to purchase the laser machine directly from the manufacturer. In this case, you receive a direct warranty and the most favorable terms, including pricing.