Laser or plasma machine for metal cutting? Which one is better?

- Understanding the processes of cutting
- The way laser cutting works
- The way plasma cutting works
- Capabilities of plasma and laser cutting
- Width of the cut
- Precision:
- Tapering:
- Sharp corners
- Distance between contours of the parts.
- Cutting speed
- Electric power consumption
- Pros and cons of plasma and laser equipment
- Plasma:
- Conclusions
In the world of metalworking, choosing the right cutting method can make a big difference. Laser cutting and plasma cutting are two popular options, each with their own advantages and disadvantages. In this article, we’ll analyze the intricacies of these two methods to help you make an informed decision for your needs.
Metalworking technologies have been evolving for several centuries and offer a wide range of options for solving the issue. Today, the most popular options are laser and plasma cutting. Let's take a look at which method is better.

To be honest, this question is not a valid one, as each type of machine tool is designed to fulfill a different purpose.
That's about the same as asking: “Which one is better: a spoon or a fork?” Basically, one can eat with a spoon and fork as well. But a spoon is better for first courses and a fork for second courses. Some might say that a spoon is a more versatile tool, because you can eat liquid and hard dishes with it. However, this does not mean that everyone should give up forks. And if you rarely consume first courses, you may not need a spoon at all.
It's the same with the machines.
Depending on particular production needs, one should select a machine that is optimally suited for them.
Besides, in certain cases, a single production facility may require both types of machines to handle different aspects of a single manufacturing process.
In general terms, the following points can be noted.
Plasma machine is best suited for cutting thick metals (usually 20-25 mm and more), for making parts with simple configuration that does not require sharp corners, complex or small holes, does not have strict requirements for precision and quality of cutting.
Under these conditions, plasma cutting will be cost effective and relatively fast.
Using a laser machine is feasible for cutting of thin metals, mainly for material with a thickness of 1-10 mm, less frequently for material with a thickness of 10-20 mm and in some cases for 25 mm. Laser cutting is indispensable in situations where cut quality, accuracy and repeatability are of paramount importance, especially in series production. It is ideal for creating complex contours and provides high cutting speeds.
Let's take a closer look at the features and possibilities of cutting with laser and plasma systems.
Understanding the processes of cutting

1. Laser beam 2. Cutting nozzle 3. Direction of cutting 4. Metal 5. Slag 6. Gas
The way laser cutting works
Laser cutting implies the use of a high-power laser source. A focused concentrated laser beam hits the surface, heating the metal to the melting point exactly in the cutting zone, preventing deformation of the workpiece due to excessive temperature impact. Afterwards, the gas pressurized into the cutting zone removes the metal molten by the laser, thus forming a cutting channel with a perfect edge.
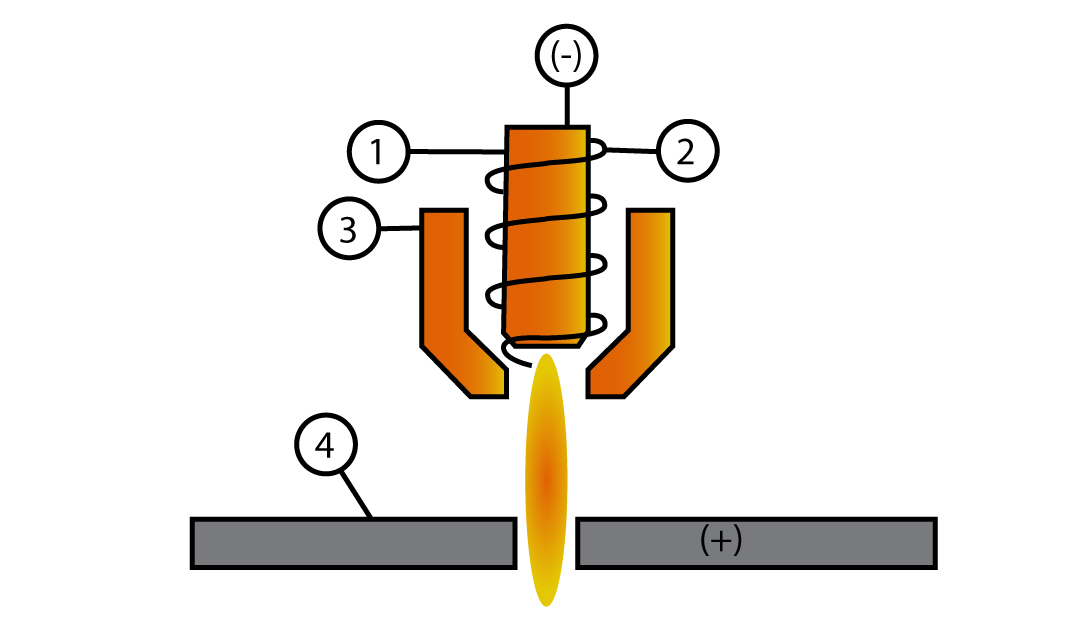
1. Electrode 2. Air 3. Nozzle 4. Metal
The way plasma cutting works
The technology of plasma cutting is to melt metal with a plasma arc at a temperature that can reach 30 thousand degrees Celsius. To form a plasma arc, a gas jet is used, which is ionized in a plasmatron under the action of high temperature and directed to the metal, and a spark igniting it, which occurs between the electrode and the metal itself or the plasmatron tip. This flow of plasma melts the metal, forming a channel of the cut. It is particularly effective for cutting of thick metals.
Capabilities of plasma and laser cutting

The requirements for the quality of cutting are determined by the specificity of the specific production facility.
For example, for a welded flange, the working surface is the flange plane.
Accordingly, roughness, taper and hardening of the edge have no significant impact on the final quality of the product.
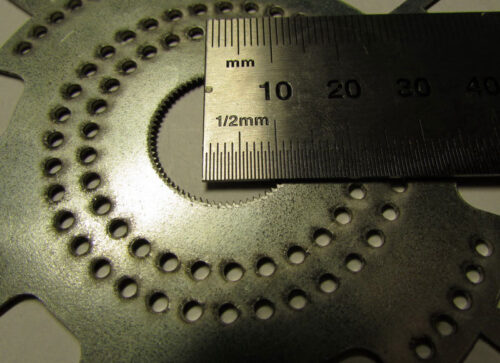
However, when manufacturing, for example, a chain drive sprocket, surface cleanliness, absence of thermal deformation and tooth profile precision are critical.
This difference must be taken into account when selecting equipment for a particular production process.
Let’s take a closer look at the basic parameters of cutting.
Width of the cut
Laser: Laser cutting provides a narrow cut, typically within the range of 0.1 to 0.3 mm. This is due to the continuous and almost constant nature of the laser beam.
Plasma: in case of plasma cutting, the cutting width is much larger. This is due to the effect of the high temperature, which leads to additional melting of the material, and the diameter of the plasma jet.
In addition, the cutting width of plasma cutting is not constant and depends on the thickness of the metal. It can vary from 0.8 to 2.5 mm depending on the specific parameters and material.
 Precision:
Precision:
Laser: Laser cutting provides very high precision, within the range of 0.01 to 0.08 mm. This accuracy remains stable over time.
Plasma: Cutting precision on plasma machines starts from 0.1 mm per 1 m of cut, and it strongly depends on the wear of consumables. That is, on a 6 m long part, the precision will vary within +-0.5 mm.
Tapering:
Laser: Laser cutting is characterized by minimal taper, most often less than 1 degree even on metals up to 20 mm thick.
Plasma: Taper on plasma machines can vary within the limits from 1 to 10 degrees depending on the thickness of the holes being cut.
It is important that holes and curved contours can have a distorted geometry in case of plasma cutting. Usually, due to a change in the direction of the plasma beam, there is a taper toward the bottom edge of the hole. Also, the closer the diameter of the hole is to the thickness of the metal, the more distorted the geometry appears.

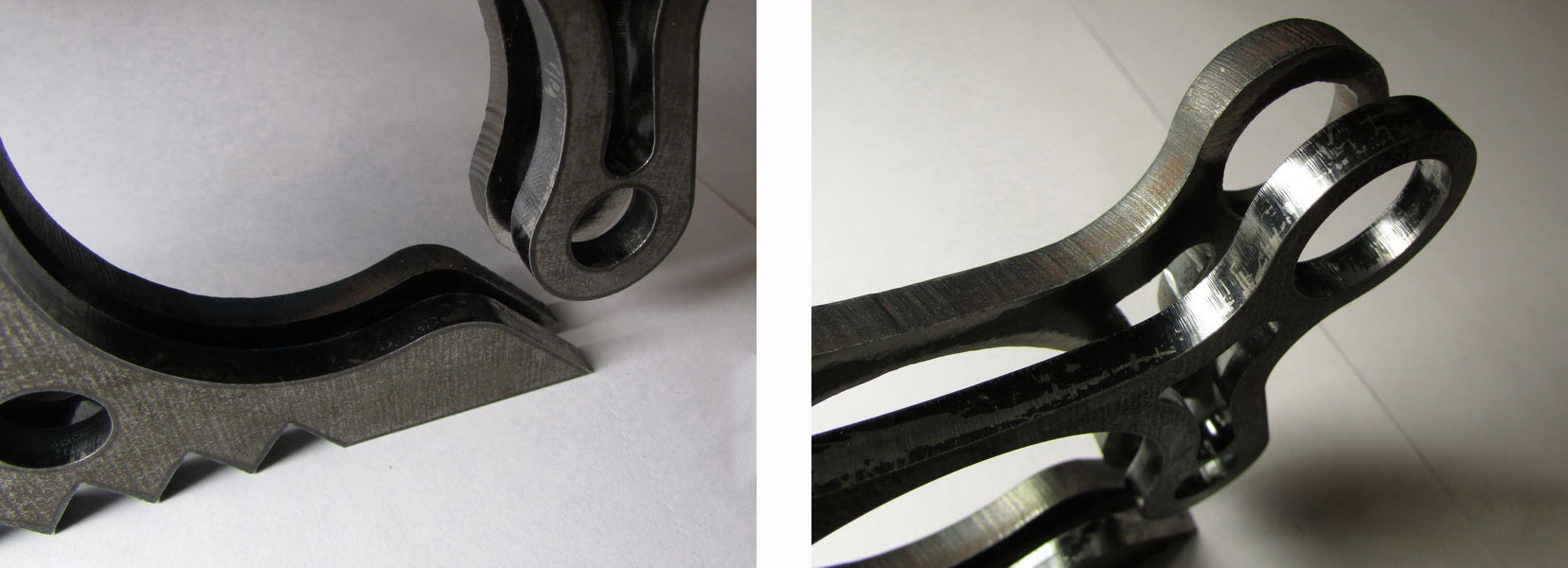
 Edge quality (Roughness, Burrs, Scale)
Edge quality (Roughness, Burrs, Scale)
Plasma cutting: Plasma cutting technology does not usually produce a clean cut. Roughness, grating and scale can often be observed on the part edge.
This means that parts cut on a plasma machine often require additional machining such as deburring or grinding.
Roughness heavily depends on the condition of the consumables such as nozzle, electrode, and protection screen, as well as the cutting speed and operating current of the source. Reducing the speed and increasing the current may reduce roughness but will increase scaling and the risk of the edge overheating.
Laser cutting: Laser cutting provides a clean edge that requires no further processing and is characterized by an almost complete absence of scale and grating. The part is immediately ready for welding, painting and subsequent sale.
 Although laser cutting usually produces a clean edge, roughness can occur if the power of the laser source is not properly matched to the thickness of the metal as well as to the process gas or cutting parameters. The thicker the metal, the more powerful laser source is needed. Laser machines are therefore particularly effective for processing thin and medium metal sheets.
Although laser cutting usually produces a clean edge, roughness can occur if the power of the laser source is not properly matched to the thickness of the metal as well as to the process gas or cutting parameters. The thicker the metal, the more powerful laser source is needed. Laser machines are therefore particularly effective for processing thin and medium metal sheets.
Sharp corners
The inside corners of a plasma-cut part contour will always be rounded. This is due to the fact that the diameter of the plasma beam of the plasma cutter is much larger than the diameter of the laser beam.
And it is almost impossible to make the outer corner perfectly sharp because of the excessive temperature of the plasma flow melting the metal.
Laser cutting: Laser cutting allows to produce sharp inside and outside corners.

The table below presents the main differences in cutting quality between laser cutting and plasma cutting:
Quality indicator | Laser cutting | Plasma cutting |
Edge taper | 0..1° | 1..10° |
Surface roughness Ra, µm | 1.25..2.5 | 6.3..12.5* |
Scale (grating) | absent | usually present |
Melting of cut-ins, corners | absent | present |
Distance between contours of the parts.
Plasma cutting: Due to technological features of plasma cutting, the distance between the parts must be at least 2.5 to 8 mm depending on the thickness of the metal. If the parts are spaced closer to each other, the thin walls will overheat and burn out.
Laser cutting: In case of laser cutting, the distance between parts can be as small as 0.5 mm, and in some cases it is even possible to apply the combined cut technology, where two parts share a common side. This, in turn, allows more parts to be placed on a single sheet and significantly reduces the amount of waste.
Cutting speed
Laser cutting: The processing speed of thin metals on a laser machine is several times higher than on a plasma machine. At the same time, it decreases proportionally to the increase in metal thickness.
 The cutting speed of thicker metals can be increased by using a more powerful laser source, but this also has a strong impact on the final cost of the machine.
The cutting speed of thicker metals can be increased by using a more powerful laser source, but this also has a strong impact on the final cost of the machine.
Plasma cutting: The cutting speed of parts up to 15 mm thick on a plasma machine is significantly slower than on a laser machine. However, the difference decreases with thicker metal.
Electric power consumption
The power consumption of a solid state ytterbium laser machine is several times lower than that of a plasma machine. This is particularly noticeable in case of large volumes.
 Consumable items and components
Consumable items and components
Plasma cutting: The main consumables for plasma cutting are electrodes, nozzles, swirlers, covers, safety screens and torches. In case of intensive cutting, depending on the thickness of the metal, the nozzle-electrode set may be enough for 600-800 piercings or for a 5-8 hour work shift.
Protective screens, swirlers and other elements of the plasmatron require replacement less often. Usually they fail when damaged as a result of applying incorrect piercing and cutting algorithms and in emergency situations.
Laser cutting:
The main consumables of a fiber laser machine are nozzles and protective glass. The nozzle has an average service life of about 500 operating hours and the cover glass about 100 hours.
Since plasma machines have a larger number of consumables and they require more frequent replacement, it can be noted that the cost of plasma consumables is several times higher than that of laser.
Pros and cons of plasma and laser equipment
Plasma:
Positive aspects:
- Has a wide range of possible material thicknesses for cutting, varying from 0.5 to 50 mm at piercing, depending on the power.
- Demonstrates optimum cutting speed when processing thick materials.
- Relatively low initial cost of equipment
 Limitations:
Limitations:
- Inefficient for thin materials machining
- Edge taper up to 10 5 degrees
- Scaling on edges
- Wide cut
- The minimum diameter of the holes is equal to twice the thickness of metal (i.e. if the metal thickness is 2 mm it will be 4 mm, if the metal thickness is 5 mm it will be 10 mm diameter)
- High costs of basic consumables (large number of consumables and high frequency of their replacement).
- Lower precision compared to laser cutting.
- Post-machining of products is required.
- Lower cutting speed on thin materials compared to laser equipment.
- Unable to perform many types of cutting available on laser machines.
Laser
Positive aspects:
- Guaranteed edge perpendicularity (no taper/conicity)
- Cut width within the range of 0.1 to 0.3 mm.
- Almost zero scaling due to the low heat impact on the edge of the material
- It is possible to cut holes smaller than the sheet thickness.
- Low costs for basic consumables
- Ability to process thin metals
- High cutting speed
- The cut part does not require further machining and can be used immediately for welding, painting, packaging and subsequent sale.
Limitations:
- Optimal for working with small to medium thicknesses only
- High initial cost of equipment.
Conclusions
On the basis of the aforesaid facts, let us summarize.
The laser is most suitable for applications where precision, quality, and high cutting speed are essential.
The laser metalworking machine can be used to cut out parts like usual washers, data plates, housing parts, gears, complex design elements, stator plates, etc. at high speed and with great precision
Plasma is needed for manufacturing of low-complexity parts made of medium and thick metals. If the production process involves manufacturing of such parts only, we recommend choosing a plasma machine. Under such conditions, the plasma cutter will perform its tasks efficiently with low initial investment costs.
Nevertheless, laser is substantially faster compared to plasma when cutting thin materials. Usually parts require additional mechanical post-processing after plasma cutting due to the presence of burrs and scale. Accordingly, with plasma cutting it is almost impossible to cut parts with complex geometric shapes.
Therefore, if the basic working thickness of metal is within the range of 0.1 to 15 mm or if your production involves cutting out the parts with relatively complicated contour, and requires a large number of holes or corners, you should definitely prefer a laser metal cutting machine.
These articles might be of interest for you

How to choose a laser machine for metal cutting? Owners of industrial enterprises for the manufacture of metal products are paying increasingly careful attention to laser machines for metal cutting, which feature versatility, reliability and high precision. That goes without saying: when purchasing such equipment, the question arises quite naturally – what characteristics of the […]

Advantages of ordering metal cutting services Provision of metal cutting services by a professional contractor can provide many advantages for the business. Here are some of the main ones: 1. Cost effectiveness: Outsourcing can be more cost-effective than purchasing of in-house equipment, especially for companies with small production volumes. It eliminates the need for expensive […]

In case of industrial equipment, the decision to purchase used equipment requires careful consideration. This is especially true for used laser cutting machines, a technological asset that can be a blessing or a curse depending on the specific circumstances.

What is laser cutting of metals? Metal laser cutting is a process where a laser beam is applied to cut metal parts to a specific size and shape. This method of metal processing is the most precise and efficient compared to other cutting methods, such as plasma cutting or gas cutting.

Usually the machine breaks just when you need it the most Imagine: your machines stop just when you need them most. It’s a scenario we’ve all faced. Many manufacturing companies rely on systems that have faithfully served them for many years. However, even a well-maintained system will wear out, primarily in its mechanical components. […]

1. Selection of equipment without proper research. Problem: Buying a laser machine is a big investment, and you don’t want to waste money on equipment that doesn’t meet your needs. Solutions: Do thorough market research, available technologies, and ways to solve your needs. Compare them and choose the technology that best suits your production needs. […]


The reasons why Chinese metal cutting machines are so attractive for Ukrainian manufacturers. Relatively low price is the main advantage of Chinese laser machines. Besides, manufacturers are often attracted by the wide assortment of products and the opportunity to save money on the initial cost of the equipment. Low cost: Machines from China are […]

This machine features: Ytterbium fiber laser Linear motors Suitable for cutting of metal in large amounts. Vector speed up to 250 m/min Cutting speed up to 60 m/min Accuracy of positioning and repeatability: 0.01 mm Laser source power: 2-6 kW 4 monitoring cameras.

Understanding the basics of manual laser welding systems Before going deeper into the specificity of choosing a manual laser welding system, it is important to understand the basics of this technology. A manual laser welding system usually consists of: ✓ laser source, ✓ optical welding manipulator, ✓ cooling system ✓ control unit. Laser source creates a concentrated energy flow, […]

Metalworking technologies have been evolving for several centuries and offer a wide range of options for solving the issue. Today, the most popular options are laser and plasma cutting. Let’s take a look at which method is better. To be honest, this question is not a valid one, as each type of machine tool is […]


Most of ARAMIS TM machines designed for laser metal machining are supplied with Metalix control program compilation system, which allows to work with CAD drawings (formats: DXF; IGES; DWG), to carry out optimal nesting of parts on a sheet of metal, to set micro-bridges, to set the sequence of works, to automatically generate machine code […]