Metal bending: how to ensure precision and repeatability in production
For anyone working with metal fabrication on a daily basis, metal bending has long ceased to be a simple operation. It is a process where every detail — from the grain direction to the humidity in the shop — can ruin a part. Engineers know: the main challenge isn’t just to "bend" the metal, but to achieve an identical result across the entire batch.
Physics vs. Precision
Even a technology that looks perfect on paper faces a reality where metal deformation is accompanied by internal resistance. The most frustrating factor is the elastic recovery of the metal, also known as "metal memory." You set the machine to 90°, but after the punch retracts, you get 92°. On stainless steel or hardened sheets, this springback becomes a true test of the operator's nerves.
Another variable is sheet thickness. Even in high-precision rolling, thickness can vary by tenths of a millimeter. In the "air bending" method, the workpiece does not touch the entire inner surface of the die but rests only on its edges. In this case, any thickness deviation immediately "tosses" the angle, and the part is sent to the scrap bin. This is why modern workshops require equipment for cold bending that literally "feels" the resistance of the workpiece in real-time.
Choosing the Right Method: Understanding the Technologies
In production, the choice of method depends on what is more important: speed, versatility, or a specific part shape.
1. Air Bending (Free Bending): Speed and Flexibility
This is the most common method for press brakes. It is called "air" bending because the metal sheet does not press against the bottom of the lower die but rests only on its edges. The bend angle depends exclusively on how deep the machine's punch descends. It’s like bending a rod over your knee — you regulate the force yourself. One set of tools can produce various angles simply by changing the program settings. This is ideal for fast-paced work with diverse orders.
2. Bottoming (Coining): Maximum Precision
The upper tool presses the metal into the lower die until the sheet fully conforms to its shape. The metal is literally "stamped" into the form. This allows for an identical angle on every part, regardless of the metal's elasticity. However, every new angle requires a separate set of expensive tooling, which takes longer to set up.
3. Rolling: Creating Smooth Curves
While a press brake creates sharp angles, rolls create smooth radii (cylinders, cones). The sheet is passed between three or four rotating rollers that gradually bend it into a circle. A similar principle applies to tube bending, where the main task is to bend the wall without it collapsing into a "corrugated" shape, maintaining the internal passage for liquid or gas.
4. Cold and Hot Bending
Most tasks are covered by cold metal bending — it is clean and fast. However, for very thick plates or brittle alloys, hot bending is used. The metal is preheated until it becomes as pliable as plasticine, which helps avoid cracks in the deformation zone.
Technological Solutions for Angle Stabilization
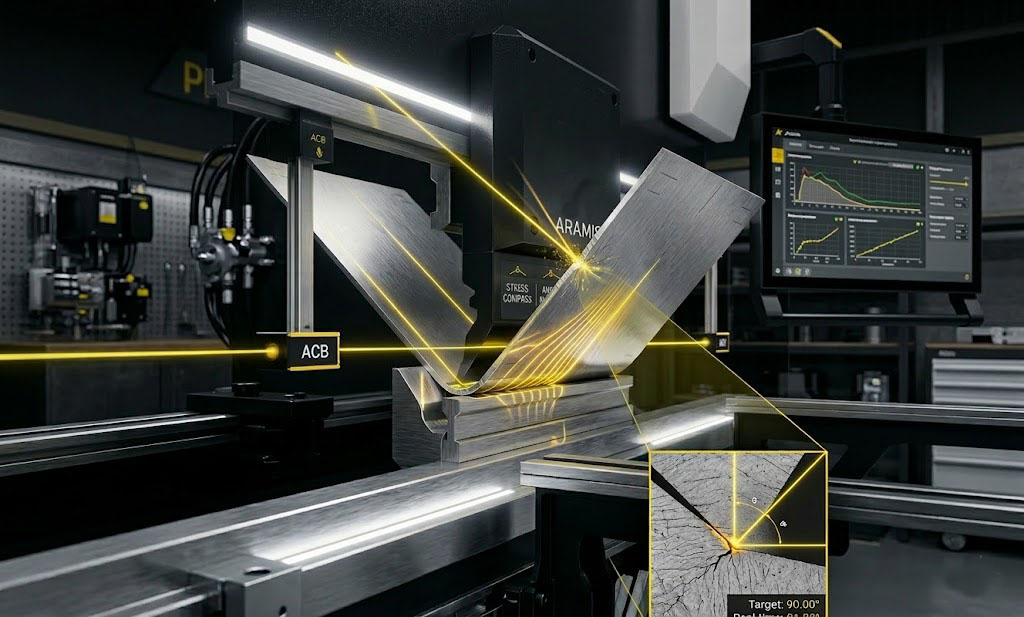
To ensure stable sheet metal bending, modern machines (such as the ARAMIS PBM series) utilize a crowning compensation system. This prevents the "boat effect," where the angle in the middle and at the edges of the sheet differs due to the natural deformation of the press bed under heavy loads. Furthermore, professional press brakes today can independently recalculate the punch immersion depth by factoring in the real resistance of the material, neutralizing errors caused by inconsistent sheet thickness.
Tips for the Shop Floor
Experience suggests a few simple rules that save orders. First, the bending radius must be coordinated with the die opening (V). We recommend following the ratio V ≈ 8 x S (thickness) for standard steel and up to 10 – 12 x S for stainless steel. This protects the metal from overstressing and cracking. Second, always pay attention to the grain direction: if the bend line runs parallel to the rolling fibers, the risk of defects increases significantly.
Ultimately, successful sheet metal bending is a balance between understanding the physics of the material and the capabilities of the equipment. When the machine "understands" the workpiece and the operator understands the machine, the work transforms from constant parameter adjustment into a predictable process.
You may also like Related Articles
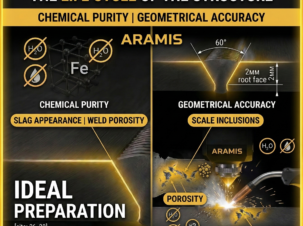
In modern mechanical engineering, the concept of “technological heredity” exists. This means that any microscopic deviation at the initial processing stage will inevitably manifest in the final reliability of the product. That is why metal preparation for welding is considered by ARAMIS specialists as a fundamental physicochemical process, where every micron and every second of […]
When you walk into a modern workshop in 2026, the first thing you notice is the silence. No, the machines are working, the metal is being cut, and sparks are flying as they always have. But the “rhythm” of production itself has changed. The hustle is gone. Today, metalworking is no longer about physical strength; […]

Why doesn’t your laser cutting machine deliver perfect results? Why does the metal overheat, leave slag, or fail to cut through completely? How can you avoid equipment downtime and reduce maintenance costs? This article will help you understand the most common mistakes when working with a laser cutting machine and teach you how to avoid […]